

端面滾花刀柄-四角柄
特徵說明 : 端面專用
適用廠牌 : 車滾花刀柄/滾花輪
- 車滾花刀柄
傘形錐面自動對心,軸向進刀即可在工件端面壓出清晰均勻的花紋。 20×20mm 四角方柄剛性足,適配標準刀座,直接上 CNC 或高速自動車床使用。
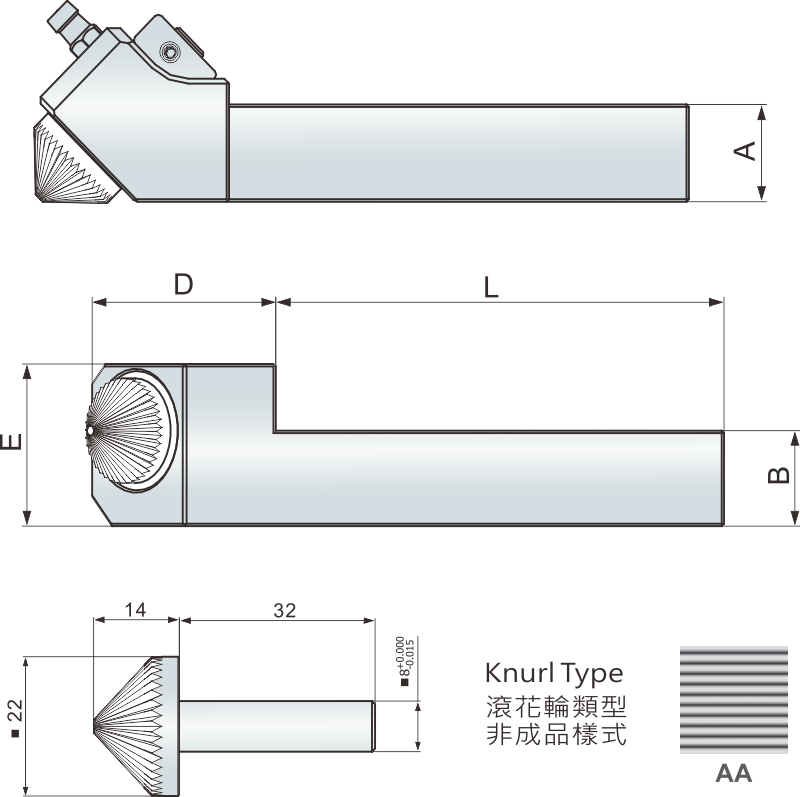
尺寸表
| 編號 | 滾花輪尺寸 | A | B | C | D | E |
|---|---|---|---|---|---|---|
| KK1R320814 | 20x6x46 | 20 | 20 | 98 | 42.3 | 35 |
【產品特點】:
● 傘形錐面自動對心(消除花紋偏心問題)
壓花輪以錐面接觸工件端面,幾何結構自動補償對心誤差,不需人工微調中心高。
● 20x20 四角方柄(剛性優於同規格圓柄)
方形截面抗扭力比圓柄更強,夾持在標準刀座上不旋轉、不位移,高速切削穩定。
● 壓花型一次成型(節省CNC加工時間)
壓花方式,軸向單次進刀即完全截面花紋,不需多道次加工,縮短循環時間。
【哪些工件需要端面滾花】:
| 01 控制旋鈕 / 調節鈕 | 02 刀具握柄端蓋 |
|---|---|
| 儀器、音響面板旋鈕端面防滑花紋,提升操作手感與外觀精緻度 | 套筒工具、手工具端蓋,在油汙或潮濕環境下增加端面摩擦力 |
| 03 塑膠鑲嵌金屬件 | 04 醫療器材零件 |
| 嵌入塑膠成形的黃銅螺紋嵌入件,端面花紋提升抗扭轉與抗拔出力 | 需精密一致端面紋路的植入物連接件,嚴格要求齒形深度均勻性 |
| 05 汽機車五金 | 06 軸件尺寸修復 |
| 踏板端蓋、調整螺紋端面,承受震動環境下防止螺紋鬆脫 | 對磨耗軸件端面使材料外推,恢復干涉配合尺寸(約+0.05mm) |
【CNC車床操作步驟】:
● 安裝刀柄並對準中心高
將 20X20四角方柄夾入刀座,確認刀具中心高與主軸旋轉中心對齊。中心高偏差會導致花紋不均,傘形頭的自動對心功能在此基礎上提供額外補償。
● 選裝滾花輪(另購)
依工件需求選擇尺寸,確認輪子旋轉靈活且無徑向晃動。
● 設定低轉速
端面壓花徑向力集中,建議主軸轉速低於圓柱滾花加工的下限值,減少對機床主軸軸承的側向衝擊。建議轉速:50-200RPM(依工作材料調整)
● Z軸軸向進刀(G01)
以Z軸方向靠近工件端面,迅速施壓讓花紋立即成形,避免「雙軌」現象。達目標深度後短暫停留(G04 dwell 0.3–0.5s),確認花紋均勻。
● 加切削液並清除鐵屑
全程使用切削液或機械油潤滑。壓花後退刀前須清除積屑,避免切屑被滾入花紋造成外觀瑕疵。
【選型建議】:如果機台是CNC或高速自動車床、需要批量穩定生產端面花紋、且不希望每次都重新對心調整,四角柄傘形是最直接的選擇。
相關產品
